Comparaison : Pliage du métal – Pliage par presse-plieuse
Les pièces qui doivent être changées fréquemment et les pliages qui se font en petits lots exigent une technologie de pliage universelle. Les techniques de pliage les plus courantes sont le pliage par presse-plieuse et le pliage sur tablier.
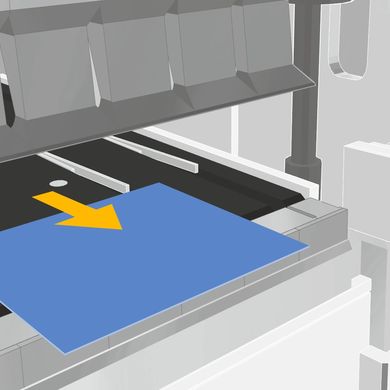
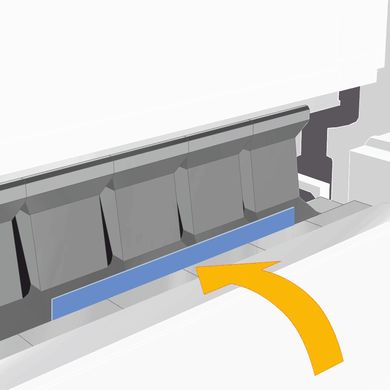
Pliage sur tablier : séquence de pliage
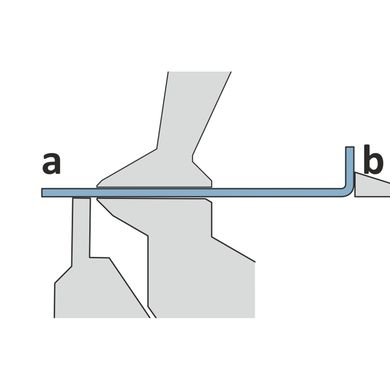
Pendant la séquence de pliage, l’ébauche repose sur le tablier de support. Un système de calibrage positionne la pièce sur la ligne de pliage. Les poutres supérieure et inférieure serrent l’ébauche. Pendant le cycle de pliage, la poutre se déplace vers le haut autour d’un point de pivot. Sur les machines à mouvement vertical, la poutre se déplace vers le haut ou vers le bas, selon le sens du pliage.
- Pièce qui repose sur le tablier (pas de fatigue, cycles courts)
- Système de calibrage qui positionne la pièce sur la ligne de pliage (formation de l’opérateur rapide)
- Posture verticale, utilisation facile (pas de problèmes de santé)
- Un seul opérateur suffit généralement, même pour les pièces volumineuses, encombrantes et lourdes (faible coût de la main-d’œuvre par pièce)

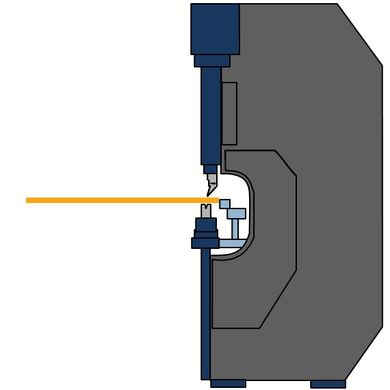
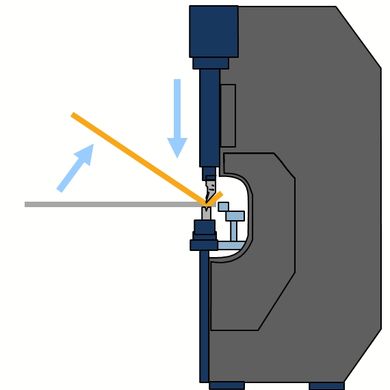
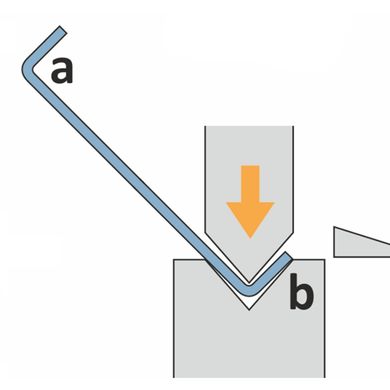
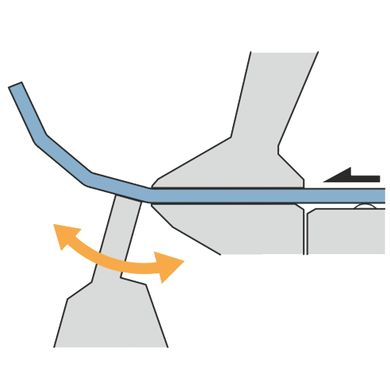
Presse-plieuse : séquence de pliage
Pendant la séquence de pliage, l’ébauche est positionnée à l’extérieur de la machine. L’opérateur tient l’ébauche en place et supporte son poids. Pour le pliage, le vérin supérieur descend dans la matrice inférieure. Les deux côtés de la pièce se déplacent vers le haut et quittent le plan. L’angle de pliage résulte du mouvement linéaire du vérin. Les opérateurs doivent être expérimentés.
- Opérateur qui doit soulever/supporter/tenir la pièce (qualité potentiellement compromise par la fatigue)
- Opérateur qui doit être expérimenté et bien formé (difficulté de trouver des opérateurs qualifiés)
- La santé (blessures potentielles aux épaules) et la sécurité sont des enjeux d’importance
- Les pièces lourdes ou encombrantes nécessitent plusieurs opérateurs (coûts élevés par pièce)
- Cycles lents (coûts élevés par pièce)

Plieuse à tablier en vedette : Multibend-Center
Pliage sur tablier : préparation de la machine
Les plieuses à tablier peuvent effectuer des plis de tous les angles avec un seul jeu d’outils. La machine s’adapte automatiquement à l’épaisseur du matériau. Les plieuses à fonctionnement principalement automatique sont équipées d’un changeur d’outils automatique.
- Outils universels (temps de préparation réduit)
- Généralement, un seul jeu d’outils suffit pour toutes les pièces du client
- Faibles coûts d’achat et d’exploitation
- Temps de préparation réduit qui permet de produire des lots de petite taille (production en fonction des besoins)
Presse-plieuse : préparation de la machine
Le pliage par presse-plieuse nécessite généralement un grand nombre de poinçons et une panoplie d’applications.
- Plusieurs vés selon l’épaisseur de la tôle
- Petits vés pour les bords courts
- Habituellement, des vérins supérieurs d’une grande variété de formes sont utilisés
- Achats d’outils au fil du temps
- Temps de préparation souvent longs

Plieuse à tablier en vedette : ProfileCenter
Pliage sur tablier : tolérances d’épaisseur des matériaux
Pendant la séquence de pliage, la poutre de pliage entre en contact avec l’extérieur du matériau et se déplace en suivant exactement l’angle programmé.
- Seul l’extérieur du matériau peut faire office de côté de référence
- Déplacement exact suivant l’angle programmé (haute précision)
- Les tolérances d’épaisseur de la tôle n’affectent pas l’angle de pliage
- Aucun système de mesure d’angle requis

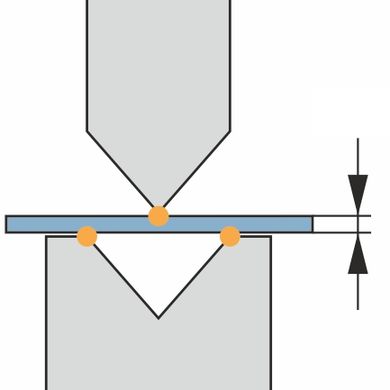
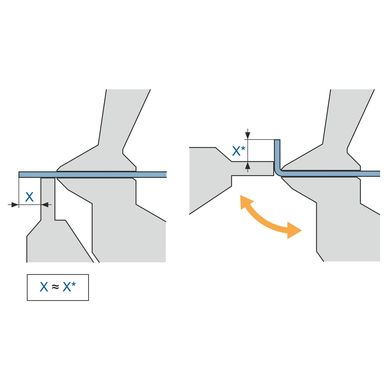
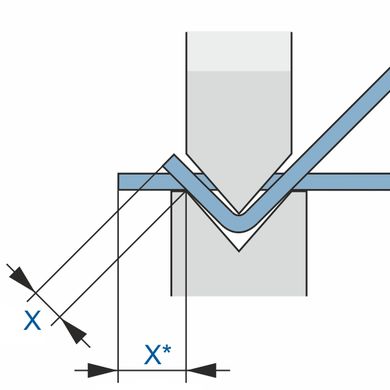
Presse-plieuse : tolérances d’épaisseur des matériaux
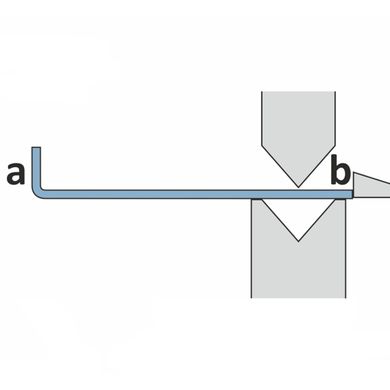
Sur les presse-plieuses, le poinçon entre en contact avec le matériau par le haut et le vé par le bas.
- Points de contact sur les deux côtés du matériau
- Angle de pliage qui résulte d’un mouvement linéaire de l’outil supérieur
- Tolérances d’épaisseur de la tôle qui entraînent des variations d’angle
- Système de mesure d’angle coûteux et peu flexible requis en guise de compensation
Plieuse à tablier en vedette : MiniBendCenter
Pliage sur tablier : calibrage
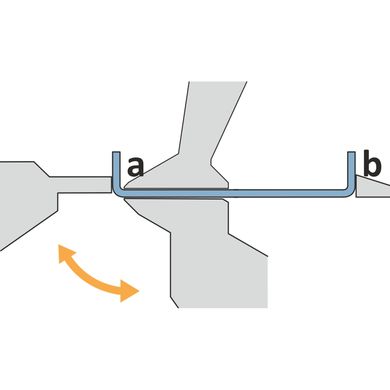
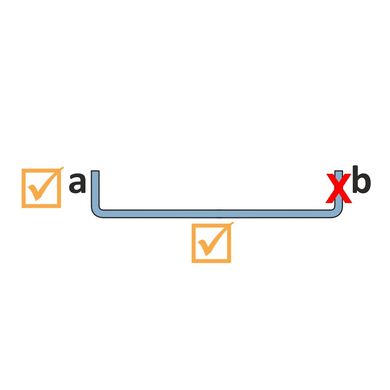
Sur une plieuse à tablier, la pièce est entièrement à l’intérieur de la machine. Seul un court bord dépasse les poutres supérieure et inférieure.
- Calibrage de la pièce en entier
- Les tolérances de dimension des ébauches se trouvent dès le premier bord
- La dimension globale du panneau ainsi que les bords opposés sont toujours exacts
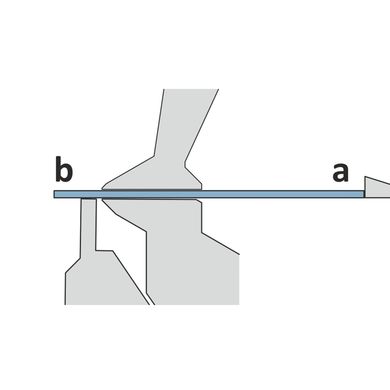
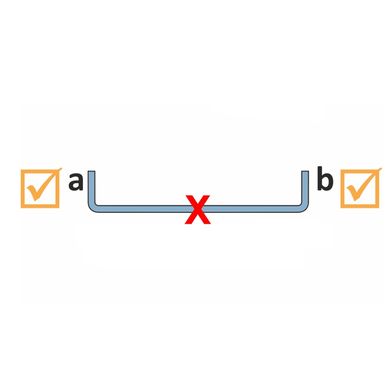
Presse-plieuse : calibrage
Les presse-plieuses calibrent normalement le bord court. Le bord long dépasse de la machine.
- Calibrage du bord court
- Les tolérances des ébauches se trouvent dans les dimensions globales de la pièce finie
- Ce sont généralement les dimensions les plus importantes de la pièce si on veut que tout s’emboîte bien dans l’ensemble


Plieuse à tablier en vedette : UpDownCenter-2
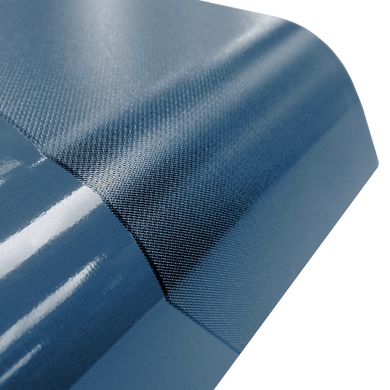
Pliage sur tablier : surfaces de matériaux fragiles
Le pliage sur tablier réduit au minimum la zone de glissement des outils sur les surfaces du matériau et l’élimine même complètement sur certaines machines (Multibend-Center, ProfileCenter).
- Pas de rayures sur la surface du matériau
- Idéal pour l’acier inoxydable ou les tôles revêtues

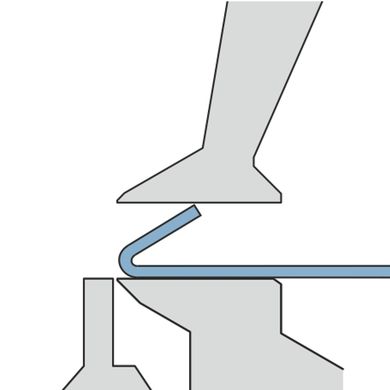
Presse-plieuse : surfaces de matériaux fragiles
Les presse-plieuses tirent le matériau par-dessus les bords jusque dans le vé. La longue distance parcourue cause des rayures sur l’extérieur de la tôle.
- Rayures visibles sur la tôle
- Pas idéal pour les matériaux fragiles
Plieuse à tablier en vedette : XXL-Center
Pliage sur tablier : usure des outils
Comme il n’y a que de très légers mouvements des outils par rapport à la surface du matériau, les outils ne présentent aucune usure par abrasion, même après des années d’utilisation.
- Pas d’usure des outils
- Faibles coûts d’entretien
- Un travail de précision sur les pièces, même après des années d’utilisation
Presse-plieuse : usure des outils
Les longues distances parcourues sur les bords du vé usent les outils.
- Outils qui doivent être remplacés à un certain intervalle
- Détérioration progressive de la qualité du pliage
- Programmes qui doivent être réajustés
Plieuse à tablier en vedette : XL-Center
Pliage sur tablier : rayons de pliage
Sur les plieuses à tablier, il est facile de créer un rayon fait de petits segments de pliage. En donnant seulement de petits coups à l’extérieur du rayon, on ne verra aucun effet visible sur ce dernier, qui demeurera très lisse.
- Création de n’importe quel rayon sans outils spéciaux
- Petits coups de pliage non visibles sur l’extérieur
- Pièce qui repose sur le tablier
- Cycles de pliage rapides


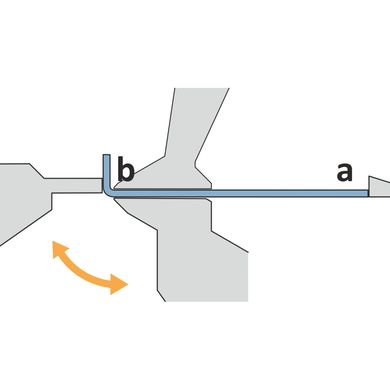
Presse-plieuse : rayons de pliage
Il est assez difficile de créer un rayon par petits coups de pliage sur une presse-plieuse, car la tôle se déplace vers le haut à chaque coup.
- Calibrage des pièces difficile
- Les opérateurs doivent être très bien formés
- Cycles très longs
Plieuse à tablier en vedette : GIGAbend
Pliage sur tablier : ourlets de pliage
Le pliage sur tablier ne nécessite pas d’outils spéciaux pour la création d’ourlets.
- Possibilité de créer des ourlets ouverts, fermés ou en forme de goutte d’eau
- Applications : rigidité accrue, replis de protection, raccords de pièces
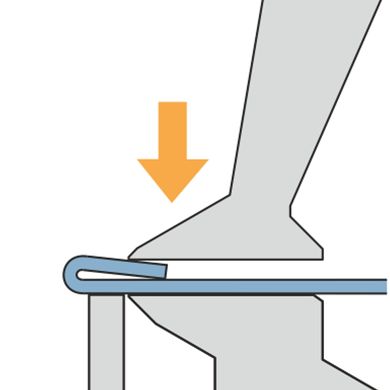
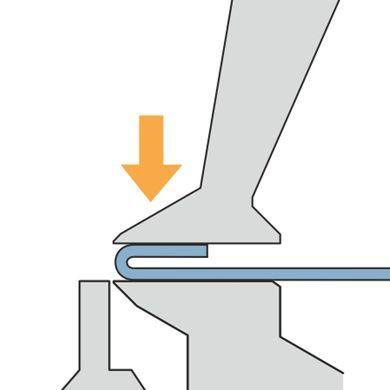


Presse-plieuse : ourlets de pliage
Les presse-plieuses utilisent des outils spéciaux pour les ourlets.
- Coûts des outils élevés
- Soulèvement important de la pièce avant le pliage